

Veličina navoja : m2, m2 Čelične slavine velike brzine su visoke tvrdoće i žilavosti za otpornost na habanje, prikladni za primjenu opće namjene. Mogu napraviti nove teme ili obnoviti oštećene ili zaglavljene teme. Neokriveni slavine imaju samo osnovnu podlogu bez dodatnih prevlaka i odgovaraju širokom rasponu aplikacija. Pogodno za većinu metala, željeznog ploča, bakra, cinka, legura čelika, abrazivnog čelika, a3 čelika, nehrđajućeg čelika, itd. odgovarajućeg dodavanja rashladne tečnosti (npr., Voda) može proširiti radni vijek kada ga tapkate. Standardni metrički dizajn navoja, čist i uredan, pružaju brzo uklanjanje čipova za efikasno navoje. Mini metričke slavine uglavnom se koriste za satove, satove, drva sa malim čvrstim i mekim metalnim obradom rupa. Značajke : Ravne 3 flaute su tlo kako bi se omogućilo brzo uklanjanje čipa za efikasno navođenje.uzirano s nekim tekućinom za rezanje ili ga drži mokri kada će se mokriti kada će trajati duže. Mini metrika se uglavnom koriste za satove, satove, drvo i meki metal Obrada rupa.specifikacije : Naziv proizvoda : Metrička mašina Tap
Material : HSS (brzi čelik) Ukupna težina : 3
Gacration : H2.5shank širina : 2mm / 0,08 inča, 2,2 mm / 0,09 inča, 2,2 mm / 0,09 inča, 2,2mm / 0,09 inča Dužina : 10,8mm / 0,43 inč, 11mm / 0,43 inčni duljina : 43.4mm / 1,71 inč, 47,3 mm / 1,86 inča Sadržaj : 4 x Metrički stroj Taptips : 1. Preporučena tvrdoća tampnog materijala nije previsoka : Pogodno za većinu metala, željeznog ploča, bakra, cinka, legure čelika, abrazivnog čelika, A3 čelika, itd. odgovarajućeg dodavanja rashladne tečnosti (npr., Voda) može proširiti uslugu život prilikom tappta. Molimo kontrolirajte brzinu u skladu sa materijalnom tvrdoćom. Što je veća tvrdoća, sporija brzina. Brza brzina s malim obrtnim momentom; Usporu brzina sa visokim obrtnim momentom. Sila mora biti ujednačena u tački po potrebi. Prvo izbušite rupu s okretnom bušilicom, a zatim koristite tapkanje slavina. Kut koji tapka treba biti vertikalni 90 stepeni i čuvati stabilan. Dubina dodira ne smije biti veća od 1,5 puta promjera slavine : Na primjer : promjer M5x0,8 oko 5 mm, dubina ne smije prelaziti 7,5 mm.

Preciznost AT3 tolerancija Shank Uravnotežen za G2 Proizvodnja preciznih držača alata, Shrink mašine i balansirajuće mašine Preciznost AT3 tolerancija Shank Uravnotežen za G2 Proizvod

Prijenos visokog obrtnog momenta osigurava ekonomično rezanje metala sa visokim brzinama rezanja sa visokim performansama za rezanje Dobivanje veće brzine hrane i dublji brzinu reza s doda

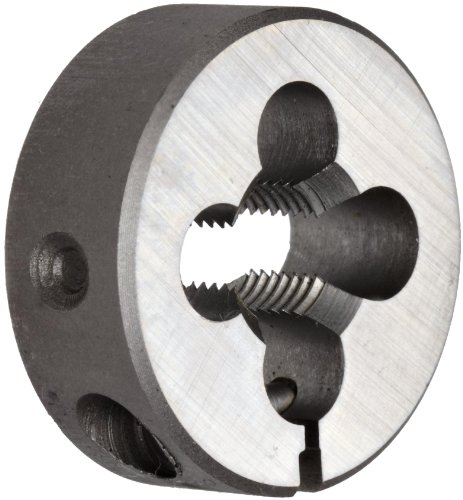
Oblik niti : UNF Veličina navoja : # 10 Veličina navoja EQUIV : 0 Veličina navoja EQUIV (Metric) : 4,83 mm Primjena : Opća svrha Die Construction : Dvodijelni die Postavite kompletan skl
Umreće mogu obraditi vanjske niti i biti podijeljeni u dio rezanja, dio za pozicioniranje i rupu za čip Umire imaju okrugle umiretke, četvrtasti umire, hex umire prema obliku...

Profesionalni alati izrađeni od visokokvalitetnih materijala, odlične izrade i izdržljivih Profesionalni alati u industrijskom sektoru Naziv proizvoda : graviranje bit (Carbide Plativ ti

Zagarantovano je da će biti 6 mikrona (00002 ") TIR ili bolji Napravljen od visokokvalitetnih čelika koji se uvoze iz Njemačke i otvrdnu se za dug život Sadrže 16 slotova za pružanje v

Šesterokutni umrli s 1 presovim bendom za automobile za prešanje A350 6 AWG žičani kabel Za upotrebu sa B3550 MA ili B500 A Crimper Zemlja porijekla : Italija Šesterokutni umrli s 1 pre

Set bušilice se uklapa u većinu bušilica za napajanje na tržištu Titanijumski premaz povećava otpornost na habanje i izdržljivost.stranite dimne niti u rupama.Flully Ground HSS poveć

Paket od 6 Keo 6flauta linije kofersinks su drugovi na naše pojedinačne grobnice flaute i našu liniju reameriča 3 i 4 i 4flaute Po pravilu, više rubova po revoluciji, veća količina ma

Paket od 6 Svestranost ovog alata trebala bi povećati produktivnost na svim aplikacijama opće namjene Velika pozitivna grablje i jednokrevetna konstrukcija pruža glatku površinu na širo

Kategorija : Mašinska obrada navoj Kategorija : Mašinska obrada navoj Umetanje navoja STI Tap tapk, veličina navoja 3 / 4 in.10, UNC, ukupna dužina 4 11 / 16 u, brzi čelik, ticn, desn

Promjer rezanja : 32 mm, visina : 3 mm, Smjer reza : Desna ruka, klasa tačnosti : H2 Materijal : proizveden po visokotemperaturnom kvartu od 6542 čelika velike brzine (m2), s većom žilav
Stezaljka koja podesiva visine omogućava upotrebu dodatnih prekidača čipova Univerzalni sistem stezanja za pozitivne i negativne ravne gornje umetke Robusno inženjering olakšava rukovan

Veliki čelični alati su dobri za većinu aplikacija opće namjene, nudeći kombinaciju tvrdoće i žilavosti za otpornost na habanje Neokriveni alati imaju samo osnovnu podlogu bez dodatno
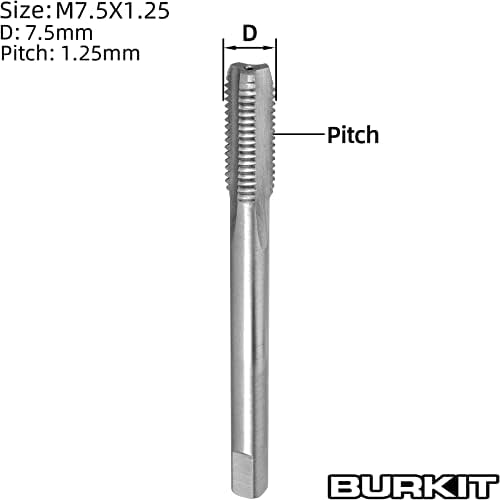
Prečnik rezanja : 7,5 mm, nagib : 1,25 mm, Smjer reza : Desna ruka, klasa tačnosti : H2 Materijal : proizveden po visokotemperaturnom kvartu od 6542 čelika velike brzine (m2), s većom ž

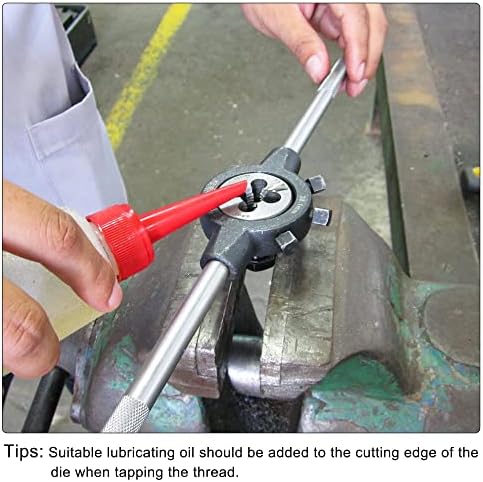
Ručni navojni dodir s ravnim flautorima sječe navoje kroz rupe i slijepe rupe Dostupno u metričkim grubovoj (m) ili metričkim finim (MF) Opcije desne navoje za različite aplikacije...

Kupujete na slici za okretanje alata Sold by M & J Toolting Llcdayton, OHIOproizvodi specifikacije : Stanje : Veličina rabljene : Pribl 1 "x 1 1 / 4 SIZE / Označavanje : 840635416 KP3

Visoka čvrstoća drhta, otpornost na udarce i jaka, jasna prednost brzine u rezanju velike marže i obrade Za održavanje uskih tolerancija neusporedivih performansi Praktična i razna okru

Proizvodnja preciznih držača alata, Shrink mašine i balansirajuće mašine Napravljen u Njemačkoj od strane Haimer Ovjerena kvaliteta ISO 9001 : 2008 Dimenzije paketa : 3 "L X 3" W X 3

【Veličina】 Dužina : 3,74 " / 95mm, glava navoja : 1,18" / 30mm, kvadratna glava : 9,0mm x 9,0mm (l * w), prečnik motora : 11,2 mm, visina : 1,75 mm 【Funklija】 Standardna dizajn

Carbon Steel Hex Rechteading Die Veličina die : 15 / 8 51 / 2 Koristite s bilo kojom vrstom ključa Težina paketa : 1,1 kilograma Carbon Steel Hex Rechteading Die Veličina die : 15

Preporučuje se materijalima sa brojem Brinell kabelskog snopa do 275 Rezanje čiste, bur besplatne rupe Precizni pilot igle izbacuju centar kao utikač čelika Rešete liveno gvožđe, čel

Držač alata za konkonusni veličine HSK63 A Ovaj popis je za svaki Držač alata za konkonusni veličine HSK63 A Ovaj popis je za svaki Držač alata za konkonusni veličine HSK63 A Ovaj p

Bord Straract je brend posvećen udubljenju i inovacijama za kućnu kuću, nudeći niz kuhinjskih kuća za životnu površinu i dodatnu opremu Bordstract se neprestano razvija i poboljšava

Koristi se za umetanje negativnog stila Stezaljka sadrži stezaljku, vijak i potporni prsten Brzo indeksiranje umetanja Osigurava umetanje ponovljivosti i sjedećih sjedala...
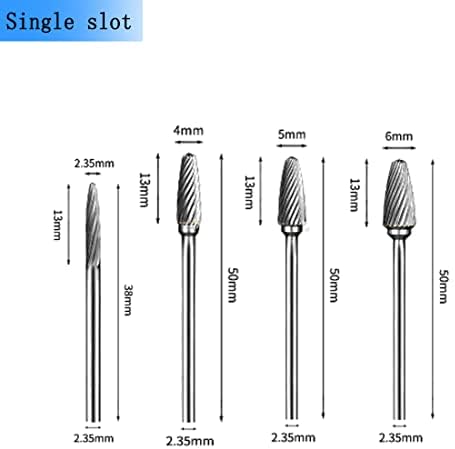
Jednostruki oštrica Carbide Burr 【Visoka kvaliteta】 4 komada Carbide Burr set izrađeni su od premium volfram karbida, izdržljiviji i dugi radni vijek, dobri ekonomski povrat 【Opis�

Stvara računa o 90 stupnjeva koji prihvaća pričvršćivač ravnog glave tako da sjedi ispiranje površini Tri flaute pružaju bolji čip čip od četiri flaute za sprečavanje začepljenj

Korak okretanja Konusno okretanje Okretanje komova Okretanje konture Vanjski navojni navoj Veličina osovine (Š x V) : 3 / 8 "x 3 / 8" Crni oksid premaz na svakom držaču alata za okretanj
Neokriveni alati imaju samo osnovnu podlogu bez dodatnog tretmana ili premaza i pogodni su za širok spektar primjene Alati s desnim rezom imaju akciju rezanja koja se bave kada se pokreću
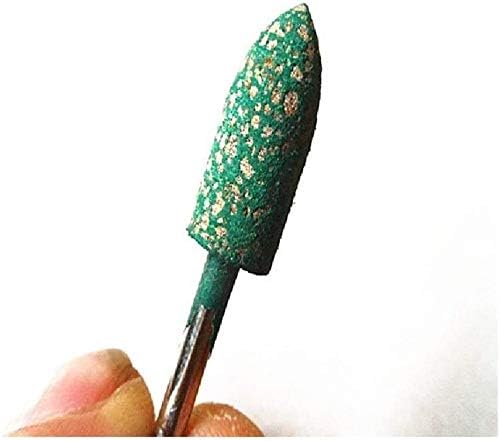
Dobra kvaliteta : dobra kvaliteta obrade, visoki završetak Može se preraditi u razne kalupske šupljine visoko preciznosti [Pogodno za više materijala] Profesionalni Diamond Burs Idealan

Kompaktna mlaznica od 1 000psi kupole Komplet uključuje 2komad (CT stil) 0.25", veličine navoja 1 / 4 ", 1komadno ručicu za podešavanje Kompaktna mreža za kuhanje sa acetalnom karoserij

Industrijski bušiliceRabilan i dug radni vijek.Igh tvrdoća, nosite visoku temperaturu ručka izrađena od ležajnog čelika Moguće za popravak bicikala, sastavljanje namještaja, proizvod

Čvrsti alati od karbida nude dugi život alata i brže rezne brzine od ostalih supstrata, ali su više krhke i moraju se koristiti sa čvrstim sustavima alata Titanijum aluminijski nitridni
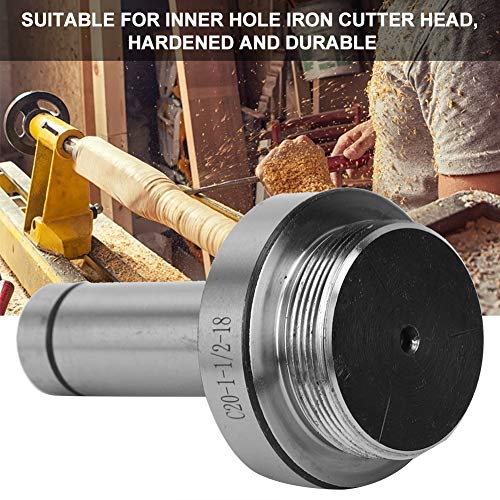
Pogodno za unutrašnju rupu glavu glavu glavu, očvršćen i izdržljiv Dostupno u dva stila za izbor : C2011 / 218, BT3011 / 218 Čelik visokog brzina proizvoda može pružiti stabilne

Kombinovana bušilica 1 Made visokokvalitetnog cementiranog karbida Dobra performansa čiste čiste i precizne rupe za vas Skup staklenih bušilica sa kojima je vrlo jednostavan za rad.Small

Naziv proizvoda : Ručni prečnik : 3mm / 0 Dužina navoja : 19mm / 0,75"; konusna glava dia : 3,9 mm / 0,15 "(l * w) : 42mm / 1,65 " Materijal : HSS; Neto težina : 11g...

Paket uključuje 1pc CAT40 FMB2760 L mlin za arbor Materijal : 40 Crmnti Steel Primjena : za 80 mm / 3,14 "Smjer za lice CAT40 FMB22 Mill SHARBOR : Otvoreno gašenjem, čvrstoćom i izdr�

Umetci i dodirnite : Ovaj alat za popravak navoja svjećice uključuje 10 m14 x 1,25 navoja i jednu M16 x 1,25 navoj dodir, koji je profesionalni komplet za popravak svjećica Umetci od nehr

Micro bušilice 1 / 4 Hex Shank HSS metrički desni navojni navoj dodir i konPriključenje rupa u jednom, jednostavno za rukovanje, ručna bušilica, bušilica za klupe, Hex Chuck Machip Mac

Posebno razvijena geometrija karbide za generiranje visokog uklanjanja zaliha u nehrđajućeg čelika ili inox materijala Geometrija smanjuje izgradnju topline u feritnim, austenitnim i mart

Precizni držač Die Set Straight Shank za strug stroja Epoksidni crni finiš za brz slobodan život Napravljen od alatnog čelika Otpremljeno na drvenom štandu Alat SteelRaight Shank Epoxy

Stvara računa o 90 stupnjeva koji prihvaća pričvršćivač ravnog glave tako da sjedi ispiranje površini Jednokrevetna flauta brzo seče i smanjuje vibraciju u odnosu na višestruke flau

SCLCR1212 H09 SCLCR1616 H09 SCLCR2020 K09 SCLCR2525 M09 CNC LATHE 95 stupnjeva alat + 10pcs CCMT09 T304 CCMT09 T308 Carbide umetci Napomena : Paket sadrži samo portfelj proizvoda koji odabe

Corodrill 880 Coromant Capto Alati za bušenje, standard Bušilice za indeksiranje za kratke rupe Zemlja porijekla : Švedska Corodrill 880 Coromant Capto Alati za bušenje, standard Bušili